Пропозиція №18. НЕРУЙНІВНИЙ КОНТРОЛЬ,
ДІАГНОСТУВАННЯ ТЕХНІЧНОГО СТАНУ І ПРОГНОЗУВАННЯ МІЦНОСТІ ДЕТАЛЕЙ І КОНСТРУКЦІЙ МЕТОДОМ
АКУСТИЧНОЇ ЕМІСІЇ ОЧІКУВАНА ФОРМА СПІВПРАЦІ
Впровадження результатів даних досліджень
на Подільському ЕТЦ Держнаглядохоронпраці для контролю за технічним станом посудин,
які експлуатуються під тиском, що дозволяє підвищити ефективність і зменшити трудомісткість
неруйнівного контролю, а також спростити процес контролю іншими неруйнівними методами
завдяки визначенню небезпечних місць у матеріалі виробів.
Обладнання різноманітних
галузей народного господарства, в першу чергу те, що відпрацювало ресурс: деталі
та вузли машин, посудини, що працюють під тиском, друковані плати електронної техніки
і т.п.
ОЧІКУВАНІ
РЕЗУЛЬТАТИ За результатами
діагностики вироблення рекомендацій з АЕ-контролю даних посудин. Зокрема, поява
ефекту Кайзера, плавний ріст сумарного рахунку АЕ, що не перевищує 160 імп. та відсутність
АЕ на витримках тиску свідчать про відсутність на даний час дефектів, небезпечних
для подальшої експлуатації.
ДОДАТКОВА
ІНФОРМАЦІЯ
Створена шестиканальна станція акустичної
емісії (АЕ) для контролю, діагностування технічного стану і прогнозування міцності
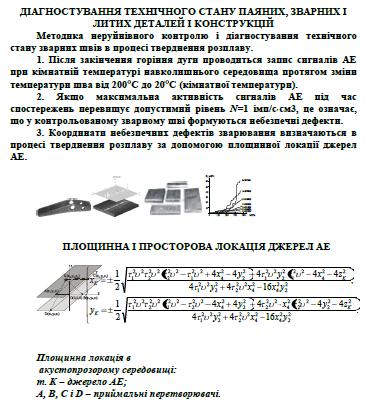
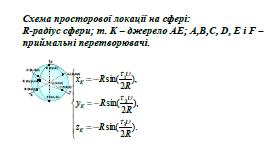
деталей і конструкцій. Розроблені методи лінійної, площинної і просторової локації
сигналів АЕ, методики контролю і діагностування технічного стану паяних, зварних
і литих деталей і конструкцій. Методика неруйнівного діагностування і прогнозування
руйнуючого напруження важелів. 1. Тестування кожного важеля проводяться статичним
навантаженням на згин до безпечного навантаження, значення якого знаходиться з врахуванням
коефіцієнту запасу міцності (n=1,5…1,8) і не перевищує границю пропорційності
матеріалу важелів, з одночасною реєстрацією параметрів сигналів АЕ. Для кожного
з тестованих важелів визначаються значення накопиченої енергії сигналів АЕ, зареєстрованих
при тестуванні деталей. 2. Якщо рівень накопиченої енергії зареєстрованих сигналів
АЕ перевищує допустиме значення Е=3,1 мВ2с, важіль визнається таким, що містить
небезпечні дефекти.
3. За необхідністю, для дефектних
важелів проводиться прогнозування їх руйнуючого напруження для застосування в менш
відповідальних конструкціях, використовуючи емпіричний вираз (5.4).
НЕРУЙНІВНИЙ КОНТРОЛЬ І ДІАГНОСТУВАННЯ
МІЦНОСТІ ПАЯНИХ З’ЄДНАНЬ ЕЛЕКТРОННОЇ ТЕХНІКИ 4.2.5. Методика діагностування технічного
стану паяних з’єднань друкованих плат. 1. Друковану плату навантажувати за схемою
чистого згину до безпечного рівня навантаження з коефіцієнтом запасу міцності матеріалу
припою n=2,5; 2. При появі сигналів АЕ повторюють цикл навантаження/розвантаження
до 5 разів, і, якщо емісія не припиняється, плата містить дефект ПЗ і відбраковується.
3. За необхідністю, проводять локацію дефектів у відбракованих платах в акустопрозорому
середовищі, виявляючи місце дефектного ПЗ і ліквідують дефект